Continuous Casting
Continuous Casting in iran - FITCO Company
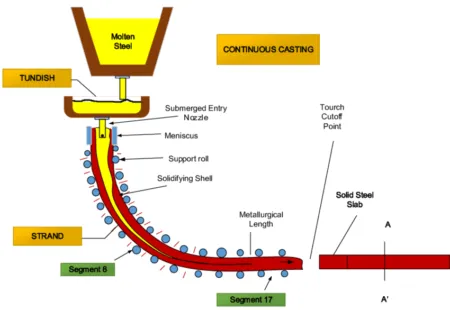
ladle filled with molten metal is transferred to the ladle tower and from there to the top of the tundish. When the ladle bottom valve is opened, the molten metal is discharged into the tundish.
One of the functions of the tundish is to reduce the temperature of the molten metal and, as a result, reduce its fluidity. Another function is to provide the molten metal required for continuous operation of the machine during the replacement and rotation of the ladles. In addition, the amount of metal injected into the casting molds is also regulated by the tundish.
The molten metal is continuously poured into the mold from the end of the tundish. The solidification and ejection stages of the product are continuous, and the dimensions of the mold limit the dimensions of the produced billet.
Continuous casting technology is used for ferrous and non-ferrous alloys. Depending on the position of the mold (vertical or horizontal), continuous casting machines are called either vertical or horizontal. Continuous casting machines are used in three ways. These methods include:
- Vertical continuous casting with a vertical secondary solidification zone and cutting the ingot in a vertical position.
- Vertical continuous casting with a vertical secondary solidification zone, bending the ingot to a horizontal position and cutting it in a horizontal position.
- Curved continuous casting with a curved secondary solidification zone with a fixed or variable bending radius and cutting the ingot in a horizontal position.
Steel casting is usually carried out in vertical continuous casting machines. In this method, molten metal is poured into a copper mold at a constant speed and weight, while keeping the molten surface under control. The mold is cooled with water, which forms the primary cooling zone. During casting, to prevent the ingot from sticking to the mold wall, a vertical oscillating motion with an oscillation amplitude of 15 to 30 mm is applied to the mold.
FITCO Company, understanding the challenges and high costs associated with this process, provides and delivers the best solutions and also operates as a leading mining equipment supplier in Iran.


Industrial Tundish
The ladle is transferred to the ladle tower by a crane and from there to the top of the tundish. When the ladle bottom valve is opened, the molten metal is discharged into the tundish. One of the functions of the tundish is to reduce the temperature of the molten metal and, as a result, reduce its fluidity. Another function is to provide the molten metal required for continuous operation of the machine during the replacement and circulation of ladles. In addition, the amount of metal injected into the casting molds is also regulated by the tundish.
Strand

During the cooling of the mold, a thin layer of metal adjacent to the mold solidifies, this layer is called a strand. The metal is still in molten form inside the strand.
Control and Monitoring System in Continuous Casting

In order to prevent defects in the slab resulting from continuous casting, it is necessary to carry out precise controls on the melting parameters in the secondary metallurgy unit by adjusting chemical analysis and sending the melt with superheat in the steelmaking and continuous casting areas. Also, better monitoring and control of casting parameters such as adjusting the casting speed in proportion to the melt temperature in the tundish, adjusting the amount of water spraying and secondary cooling of the slab, adjusting the mold slope, etc.
Hydraulic mold oscillation system
This system is equipped with flat springs with two hydraulic cylinders. This equipment is capable of creating sinusoidal and non-sinusoidal waves. The amplitude, frequency and shape of the generated waveform can be dynamically adjusted. This equipment prevents adhesion and creates lubrication between the copper plates of the mold and the melt, which will consequently increase the surface quality of the mold and slab.
Slide gate
The slide gate system is designed to control the flow of melt from the ladle to the tundish and from the tundish to the continuous casting mold. To create the desired and uniform casting speed in the machine, the level of melt in the tundish must be controlled. As the slidegate system plates move, the size of the melt inlet hole and ultimately the speed of the melt entering the tundish changes. FITCO offers this machine from European brands.
Cutting process
The cutting machine is an automatic torch that uses methane and oxygen gas to cut slabs in continuous casting. The length of the slabs is measured using an infrared camera. This machine is a set of position control systems, drives, motors, gearboxes, holding clamps, bearings, valves, nozzles, gas flow controllers, cooling equipment, etc.
These devices are made in automatic, semi-automatic and manual types. Since continuous casting cannot be stopped, the clamp and cutting torch assembly moves along with the movement of the continuous casting product. During the movement, the cross cutting of the billets is done by the linear torches. After the cutting process is completed, the clamp is removed and the machine is returned to the starting position.

Marking
This equipment has different types that perform marking on the slab:
Punch marking machines
This machine is available in two types: magnetic and pneumatic, and the marking head of the machine moves in one of these two ways. Marking is done by hitting pins on the head.
Dot paint marking machine
This machine is designed for marking sheets, slabs, billets, etc, in harsh steel-making environments and is based on marking with paint by 7 or 9 nozzles. The size of the dots and the amount of paint can be easily adjusted in the marking nozzle.
Hot spray marking machine
The hot spray marking machine is designed for marking slabs, blooms, etc., in harsh steel-making environments. Marking is done by blowing liquid metal, melted by the electric arc.
These type of markings are known for their long-lasting durability, which can vary in size and number of lines depending on the customer's needs. The marking head is driven in the x and y axes by servomotors.
Metal powder marking machine
In this machine, marking is done by blowing metal powder and a torch flame to melt it on the surface of the product. Metal powder marking machines are distinguished by the marking of durable, clear and bright characters, which can vary in size and number of lines depending on the customer's needs. The marking torch is driven in the x and y axes by servomotors.
InkJet Marker
The InkJet marking device is designed for marking sheets and long products by spraying ink, and its high-resolution markings with characters up to 3 mm in size allow marking even on the side edges of thin product
